中走絲多次切割加工八方的尺寸精度與粗糙度測(cè)量
時(shí)間 : 2019-08-15 16:57點(diǎn)擊數(shù) :
根據(jù)2014的標(biāo)準(zhǔn)中規(guī)定了中走絲多次切割八方的尺寸精度與表面粗糙度的檢查�����,其中���,縱����、剖面的尺寸極限偏差的允差為±0.008����,縱、橫剖面的尺寸差的允差為0.010���;表面粗糙度的允差為Ra1.6um����。該檢查項(xiàng)目對(duì)加工條件的規(guī)定如下:工件材料為鋼,厚度為40mm����。加工形狀為正八棱狀形,它們的相對(duì)面距離尺寸為20mm���,平均加工速度大于40mm2/min,并且切割次數(shù)不少于兩次,也就是割一修一�����,通常需要割一修二才能達(dá)到良好的表面光潔度���,測(cè)量?jī)x器可以為千分尺����、量塊或者是表面粗糙度儀����。
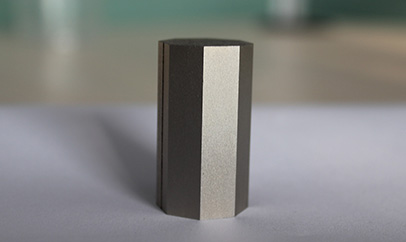
(蘇州漢奇數(shù)控中走絲切割的八方)
1.縱、橫剖面的尺寸極限偏差的測(cè)量
在八方工件厚度方向上的中間及距兩端面割5mm的三個(gè)位置���,測(cè)量四組相對(duì)平行面間的距離����,并分別計(jì)算測(cè)量尺寸與基本尺寸的差值,取大的正值與負(fù)值為誤差值�����。
2.縱�����、橫剖面的尺寸差的測(cè)量
在八方工件厚度方向上的中間及距兩端面割5mm的三個(gè)位置���,測(cè)量四組相對(duì)平行面間的距離����,取所有尺寸大的差值作為誤差值���。

(蘇州漢奇數(shù)控中走絲機(jī)床HQ-400GS)
3.表面粗糙度度的測(cè)量
在一加工表面的中間及距離兩端各5mm的位置分別測(cè)量表面粗糙度����,并且計(jì)算平均值。對(duì)八方工件的八個(gè)面分別測(cè)量以及計(jì)算之間的誤差�����,就能夠得到表面粗糙度����。
以上就是介紹中走絲多次切割八方測(cè)量尺寸精度以及粗糙度的方法,蘇州漢奇數(shù)控是專業(yè)生產(chǎn)伺服中走絲與電火花的廠家���。

