中走絲線切割常見的工件裝夾方法
時(shí)間 : 2018-08-29 14:53點(diǎn)擊數(shù) :
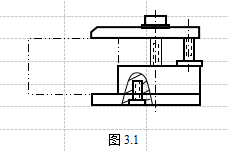
中走絲常見的工件裝夾方法 1)懸臂式支撐 工件直接裝夾在臺(tái)面上或橋式夾具的一個(gè)刃口上,如圖3.1���。懸臂式支撐通用性強(qiáng),裝夾方便��,但容易出現(xiàn)上仰或傾斜����,一般只在工件精度要求不高的情況下使用,如果由于加工部位所限只能采用此裝夾方法而加工又有垂直要求時(shí)��,要拉表找正工件上表面��。
2)垂直刃口支撐
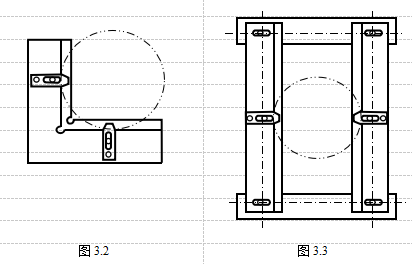
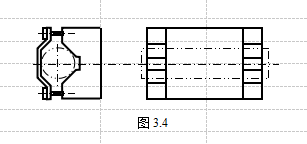
如圖3.2���,工件裝在具有垂直刃口的夾具上����,此種方法裝夾后工件也能懸伸出一角便于加工���。裝夾精度和穩(wěn)定性較懸伸式為好���,也便于拉表找正,裝夾時(shí)夾緊點(diǎn)注意對準(zhǔn)刃口���。 3)橋式支撐方式 如圖3.3���,此種裝夾方式是快走線切割常用的裝夾方法����,適用于裝夾各
類工件���,特別是方形工件����,裝夾后穩(wěn)定��。只要工件上��、下表面平行����,裝夾力均勻,工件表面即能保證與臺(tái)面平行����。橋的側(cè)面也可作定位面使用���,拉表找正橋的側(cè)面與工作臺(tái)X方向平行����,工件如果有較好的定位側(cè)面,與橋的側(cè)面靠緊即可保證工件與X方向平行��。 4)V型夾具裝夾方式
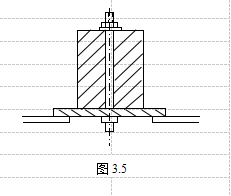
如圖3.4���,此種裝夾方式適合于圓形工件的裝夾����,工件母線要求與端面垂直����,如果切割薄壁零件,注意裝夾力要小���,以防變形���。V型夾具拉開跨距,為了減小接觸面����,中間凹下��,兩端接觸��,可裝夾軸類零件���。
5)板式支撐方式 加工某些外周邊已無裝夾余量或裝夾余量很小,中間有孔的零件��,可在底面加一托板����,用膠粘固或螺栓壓緊,使工件與托板連成一體��,且保證導(dǎo)電良好����,加工時(shí)連托板一塊切割。如圖3.5���。
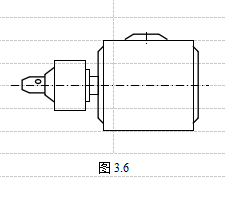
6)分度夾具裝夾 a.軸向安裝的分度夾具����,如小孔機(jī)上彈簧夾頭的切割����,要求沿軸向切兩個(gè)垂直的窄槽,即可采用專用的軸向安裝的分度夾具��,見圖3.6����。
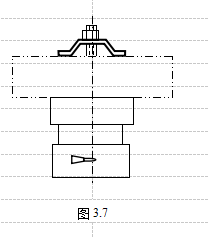
分度夾具安裝于工作臺(tái)上,三爪內(nèi)裝一檢棒��,拉表跟工作臺(tái)的X或Y方向找平行���,工件安裝于三爪上���,旋轉(zhuǎn)找正外圓和端面,找中心后切完第一個(gè)槽����,旋轉(zhuǎn)分度夾具旋鈕,轉(zhuǎn)動(dòng)90°��,切另一槽���。 b.端面安裝的分度夾具:如加工中心上鏈輪的切割���,其外圓尺寸已超過工作臺(tái)行程����,不能一次裝夾切割��,即可采用分齒加工的方法����。如圖3.7,工件安裝在分度夾具的端面上����,通過心軸定位在夾具的錐孔中,一次加工2~3齒��,通過連續(xù)分度完成一個(gè)零件的加工����。